聯(lián)系我們
山東晟暉智能機器人有限公司
聯(lián)系人:李經(jīng)理
手機:13563719958
E-mail:lxlfxw@163.com
網(wǎng)址:pieqiu.cn
地址:山東省菏澤市鄆城縣經(jīng)濟開發(fā)區(qū)金河路與工業(yè)四路交叉口向北88米路西
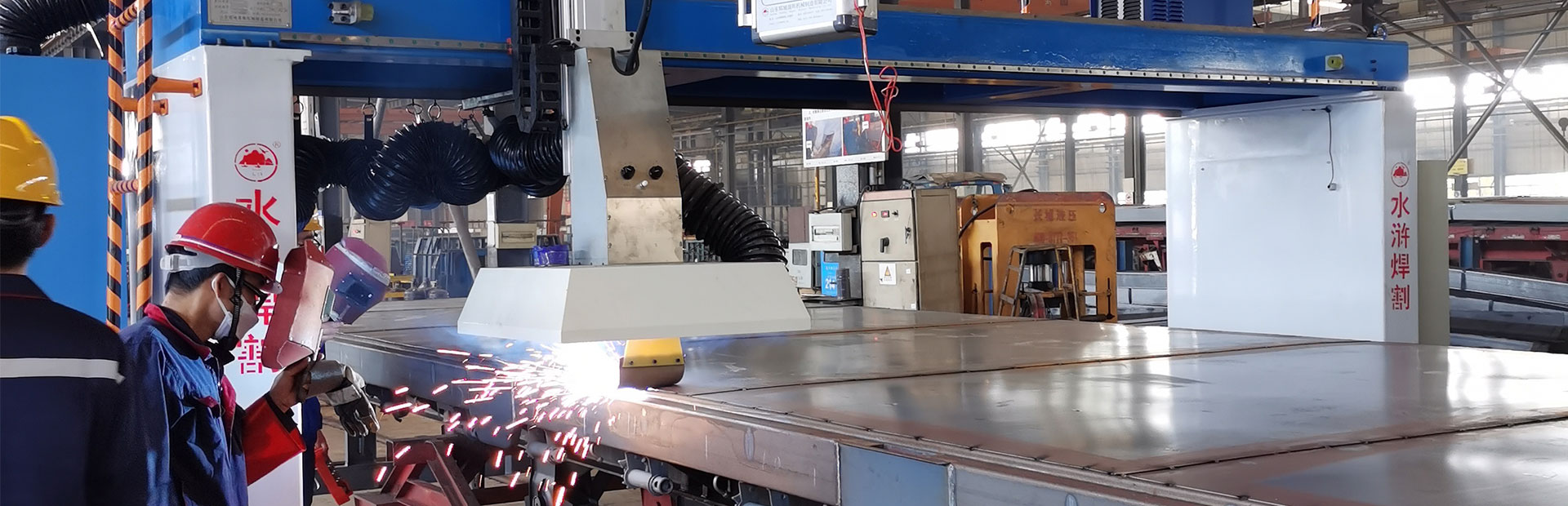
山東自動焊接機廠家告訴您高碳鋼焊接注意關鍵
高碳鋼的焊接缺陷及避免辦法
山東自動焊接機廠家告訴您因為高碳鋼淬硬傾向很大����,在焊接時容易出現(xiàn)熱裂紋和冷裂紋。
1���、山東自動焊接機廠家告訴您熱裂紋的避免辦法
1)操控焊縫的化學成分��,嚴格操控硫����、磷的含量,恰當進步含錳量,以改進焊縫安排,削減偏析��。
2)操控焊縫斷面形狀�,寬深比要稍大些,以避免焊縫中心的偏析��。
3)對剛性大的焊件�����,應選擇適宜的焊接參數(shù)��、適宜的焊接次序和方向��。
4)必要時采納預熱弛緩冷辦法��,來避免熱裂紋的產(chǎn)生�。
5)進步焊條或焊劑的堿度,以下降焊縫中的雜質(zhì)含量����,改進偏析程度��。
2�����、山東自動焊接機廠家告訴您冷裂紋的避免辦法
1)焊接前預熱和焊后緩冷���,不僅能夠下降熱影響區(qū)的硬度和脆性,而且還能夠加速焊縫中的氫向外分散��。
2)選擇適宜的焊接辦法�。
3)選用適宜的安裝和焊接順序,減小焊接接頭的拘謹應力�,改進焊件的應力狀況。
4)選擇適宜的焊接材料�,焊前要烘干焊條、焊劑�����,并做到隨取隨用�。
5)焊前應仔細鏟除坡口周圍基本金屬表面的水�����、銹等污物,以下降焊縫中分散氫的含量。
6)焊前應立即進行去氫處理��,使氫從焊接接頭中充沛逸出�����。
7)焊后應立即進行消除應力的退火處理���,促進焊縫中的氫向外分散����。
如有需要記得聯(lián)系山東主動焊接機廠家
相關資訊: